Boyut Toleransları
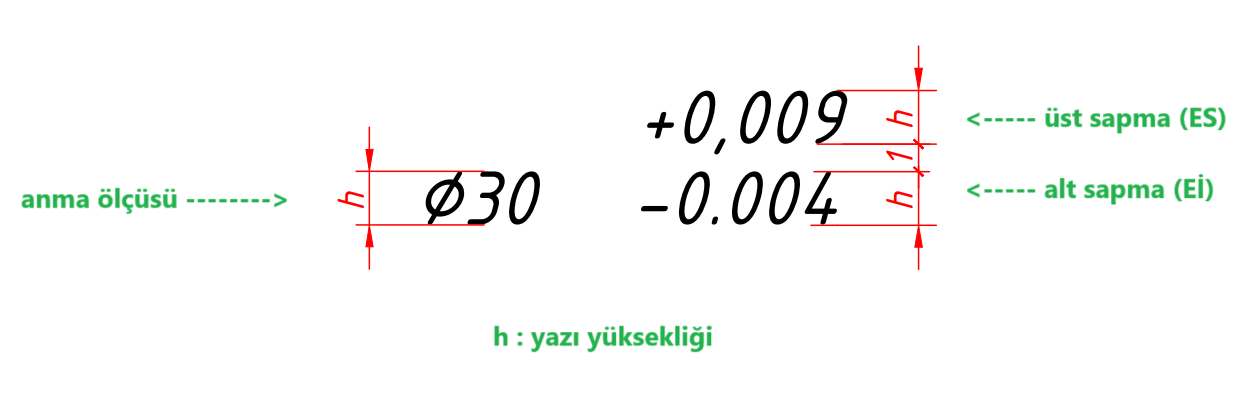
Boyutsal toleranslar, bir parçanın belirli ölçüsünün kabul edilebilir üst ve alt sınırlarını belirtir.
Parçanın boyutları üzerindeki sapmaları içerir. Hedeflenen ölçüye anma ölçüsü denir.
Boyut Toleranslarında Kullanılan Kavramlar
| Boyut | Ölçü | |
| AÖ | Anma Ölçüsü | İdeal ölçü |
| Mil | Genellikle bir mekanik sistemde dönen veya sabit duran, silindirik bir parçadır ve genellikle bir deliğe veya yataklara yerleştirilir. Mil, ölçüsel olarak dikkat edilmesi gereken bir bileşendir |
|
| Delik | Genellikle bir parçanın içine mil gibi başka bir parçanın yerleştirileceği silindirik boşluğu ifade eder. Delik, mil ile uyumlu bir şekilde tasarlanır ve bu uyumun sağlanabilmesi için deliğin boyutları üzerinde belirli toleranslar uygulanır. |
|
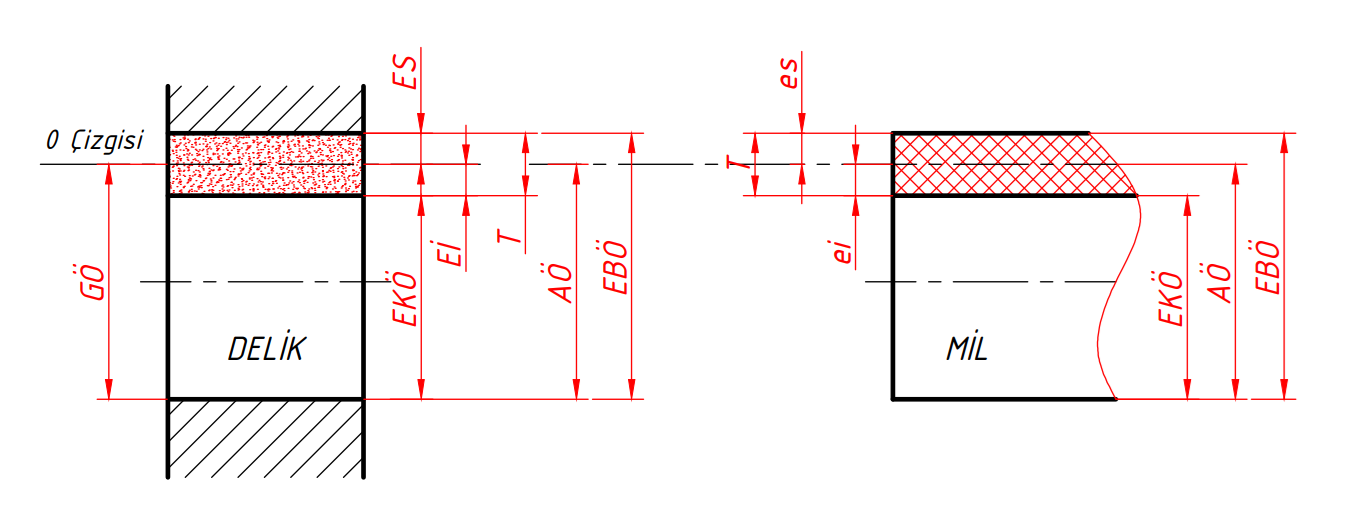
| GÖ | Gerçek Ölçü | Bir parçanın üretildikten sonra yapılan ölçüm sonucunda elde edilen fiili (gerçek) boyutudur. Bu ölçü, tasarımda belirtilen (ideal-hedeflenen) anma ölçüsü ile karşılaştırıldığında, üretim sırasında gerçekleşen küçük sapmaları gösterir. |
| SÖ | Sınır Ölçüsü | Sınır ölçüleri, parçanın tolerans sınırlarını belirler. Parçanın kabul edilebilir en büyük ve en küçük boyutlarıdır. |
| EBÖ | En Büyük Ölçü | AÖ + ES |
| EKÖ | En Küçük Ölçü | AÖ - Eİ |
| S | Sapma | Sınır ölçüsü ile anma ölçüsü (ideal) arasındaki farktır. |
| GS | Gerçek Sapma | Üretimden çıkmış ürünün ölçüleri ile üretimden önce idealize edilmiş (anma) ölçüler arasındaki farktır. |
| ES | Üst Sapma | En büyük sınır ölçüsü ile anma ölçüsü arasındaki farktır. |
| Eİ | Alt Sapma | En küçük sınır ölçüsü ile anma ölçüsü arasındaki farktır. |
| T | Temel Sapma | Tolerans sınırları arasında kalan mesafedir. |
| Sıfır Çizgisi | Sıfır çizgisi, bir parçanın ölçülmeye başlandığı referans noktasını gösterir. Ölçüm işlemleri için temel bir referans sağlar. |
|
 |
||
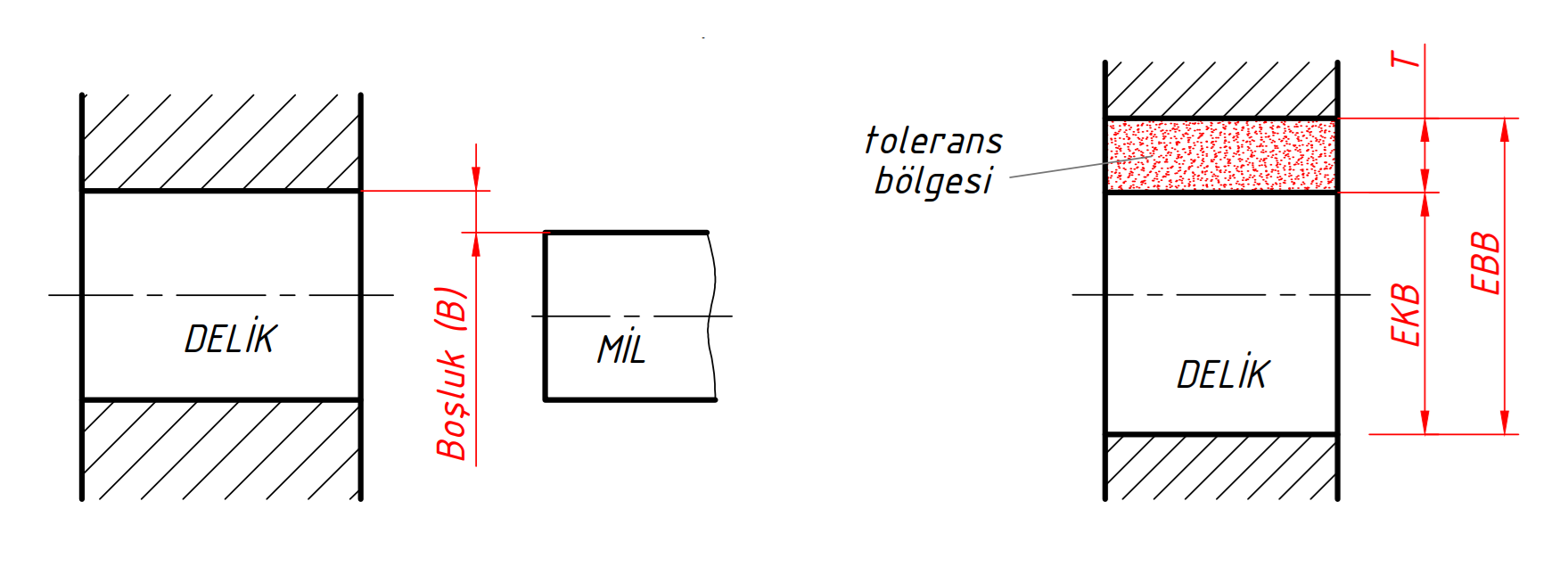
| Boşluk | Birbirine geçirmeden önce mil ve deliğin boyutları arasındaki mesafedir. | |
| T | Tolerans | EBÖ - EKÖ |
| Tolerans Bölgesi-Alanı | Tolerans sınır ölçüleri arasında kalan alandır. | |
| EBB | En Büyük Boşluk | Delik EBÖ - Mil EBÖ |
| EKB | En Küçük Boşluk | Delik EKÖ - Mil EBÖ |
 |
||
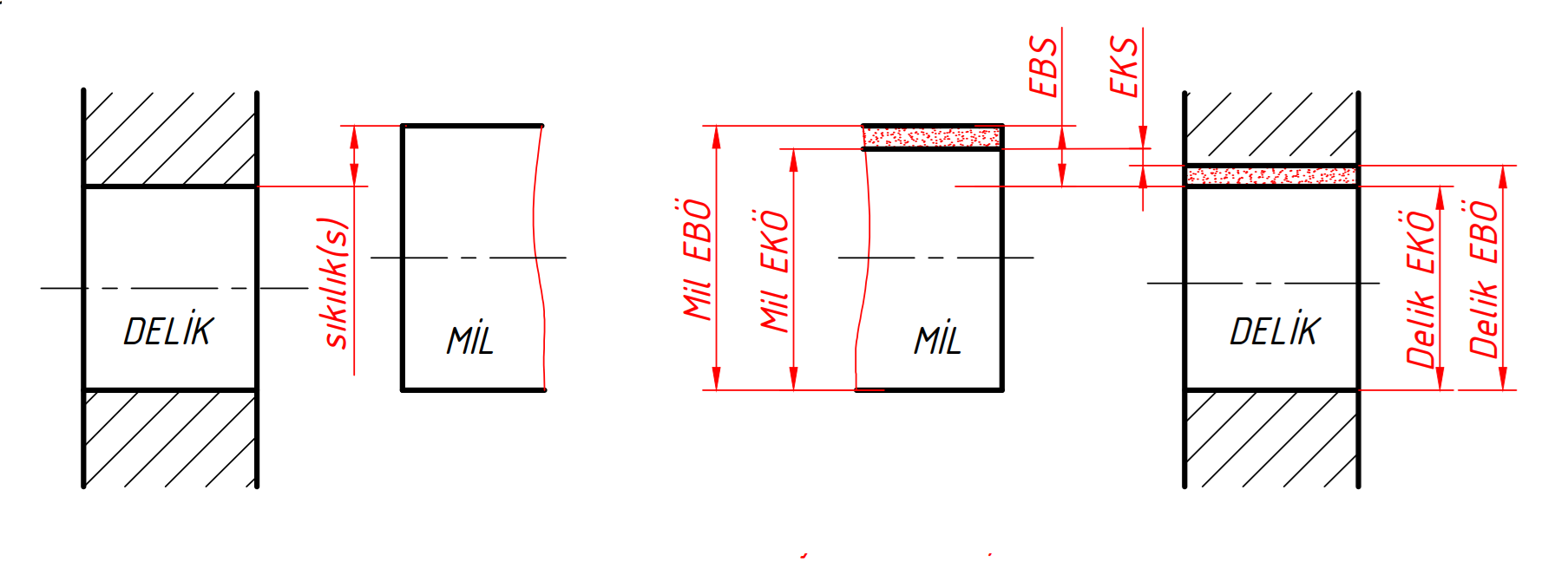
| S | Sıkılık | Mil çapının delik çapından büyük olması durumudur. |
| EBS | En Büyük Sıkılık | Delik EKÖ - Mil EBÖ |
| EKS | En Küçük Sıkılık | Delik EBÖ - Mil EKÖ |
 |
||
* ISO: International Organization for Standardization: Uluslararası Standartlar Teşkilatı
ISO Alıştırmaları
Alıştırma : Birbirine takılacak iki parçanın, takılmadan önceki boyutları arasındaki farkların oluşturduğu bağıntıdır.
ISO Alıştırma Sistemleri (ISO Fits System) :
Mekanik parçaların birbirine geçme şeklini düzenleyen bir standarttır.
Bu sistem, mil ve delik gibi iki parçanın, üretim sırasında aralarındaki boşluğun veya sıkışmanın kontrol edilmesini sağlar.
Sistem üç çeşittir:
1. Boşluklu Alıştırma
2. Belirsiz Alıştırma
3. Sıkı Alıştırma
Normal Delik Sisteminde Millerin Durumu (Tercih edilen)
Delik çap ölçüsü sabit, mil ölçüsü değişir.

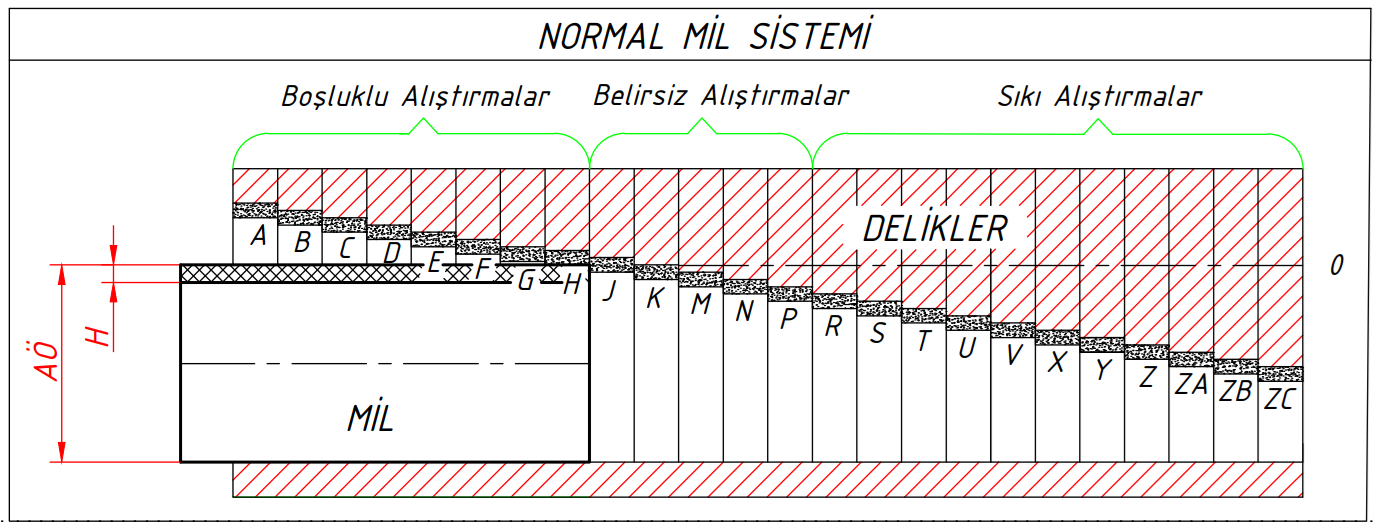
Normal Mil Sisteminde Deliklerin Durumu
Mil çap ölçüsü sabit, delik ölçüsü değişir.
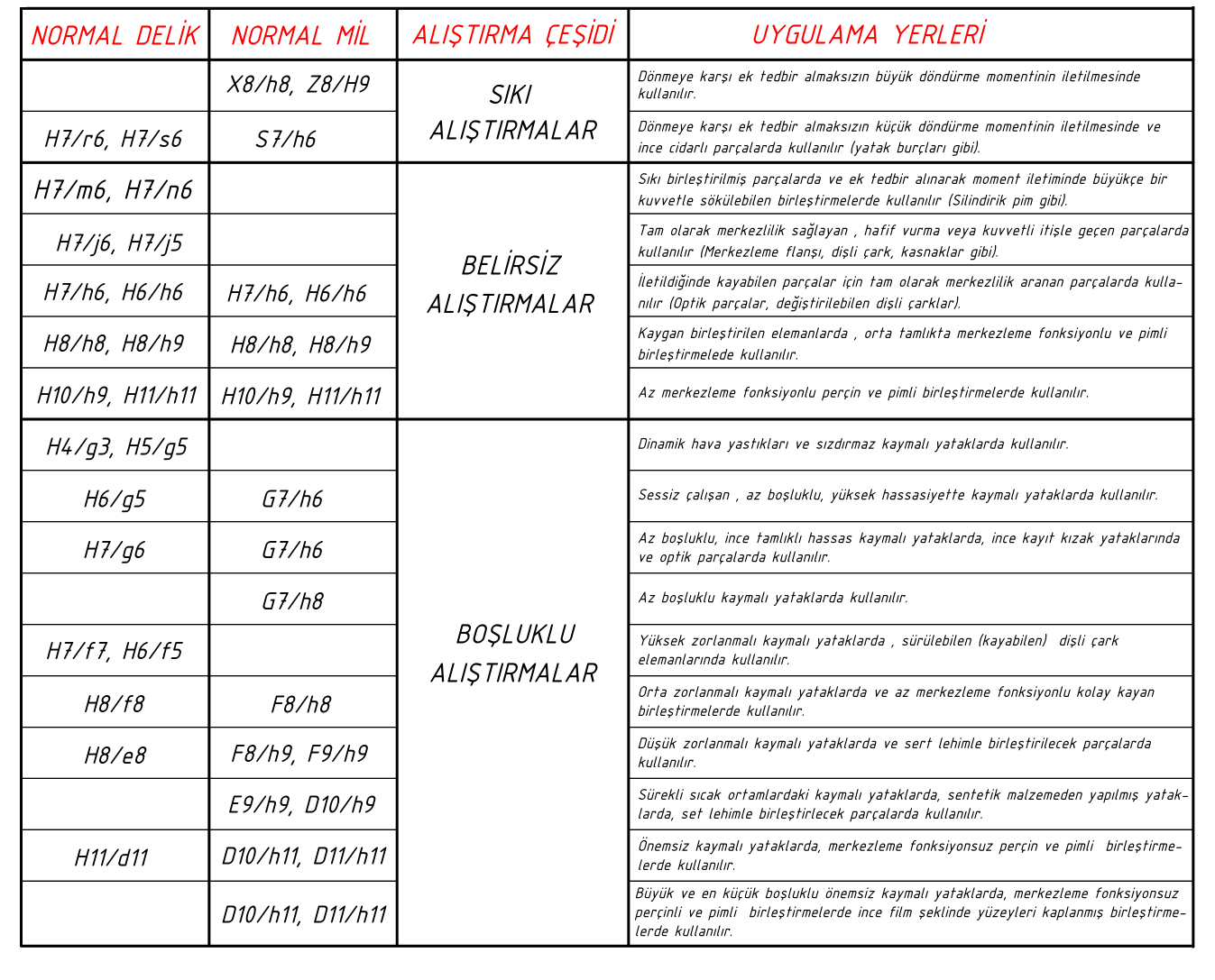
Makine Yapımında Kullanılan ISO Alıştırmaları
Normal Delik Sistemi Tablo
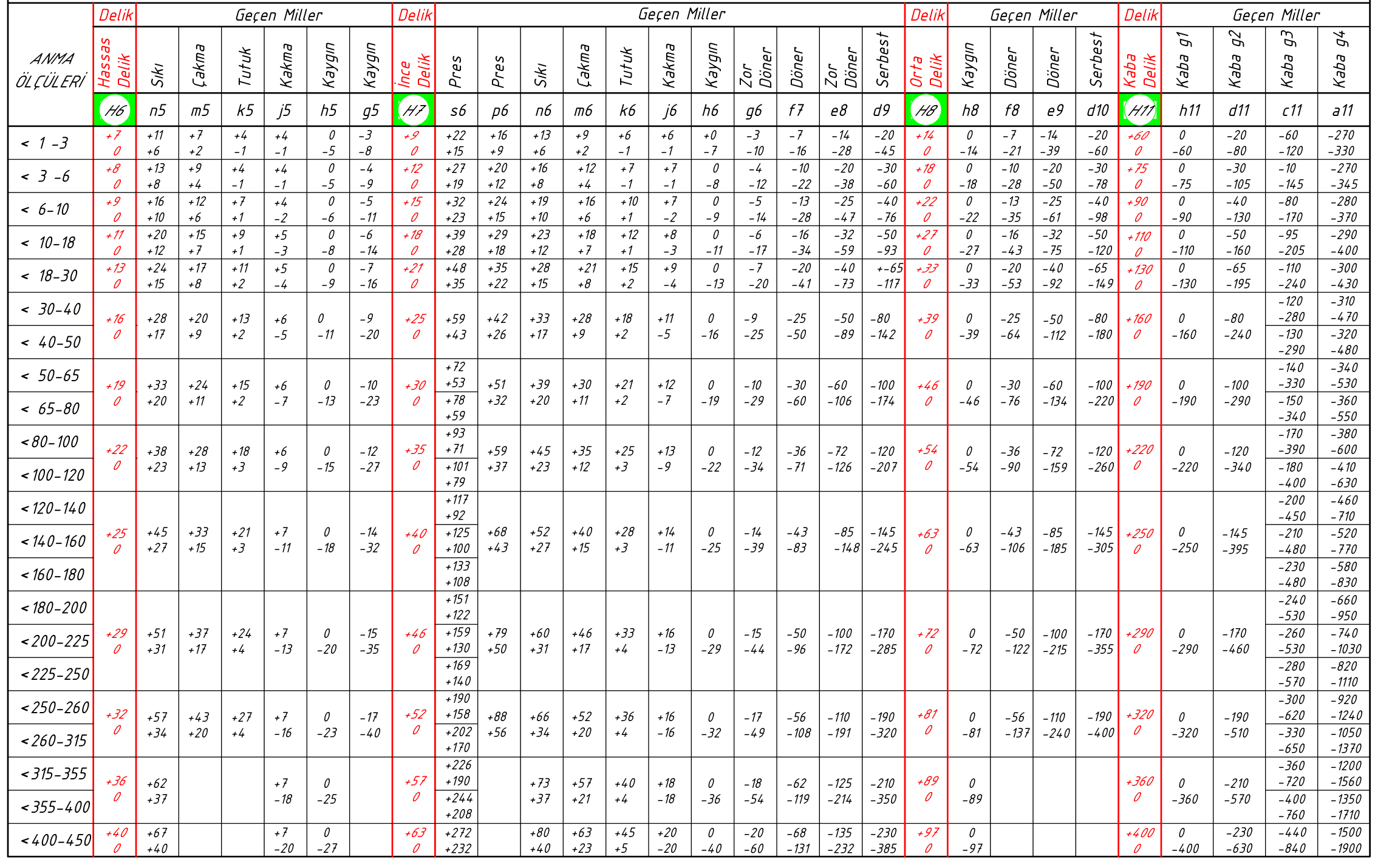
Normal Delik Sistemi'nde delik ölçüsü sabit kabul edilerek istenilen boşluklu geçmeler için mil çapları küçültülür.
Tabloyu inceleyelim:
| Anma Ölçüleri: | Tablodaki bu sütun delik ve millerin çap anma ölçüleridir. mm (milimetre) cinsinden yazılmıştır. |
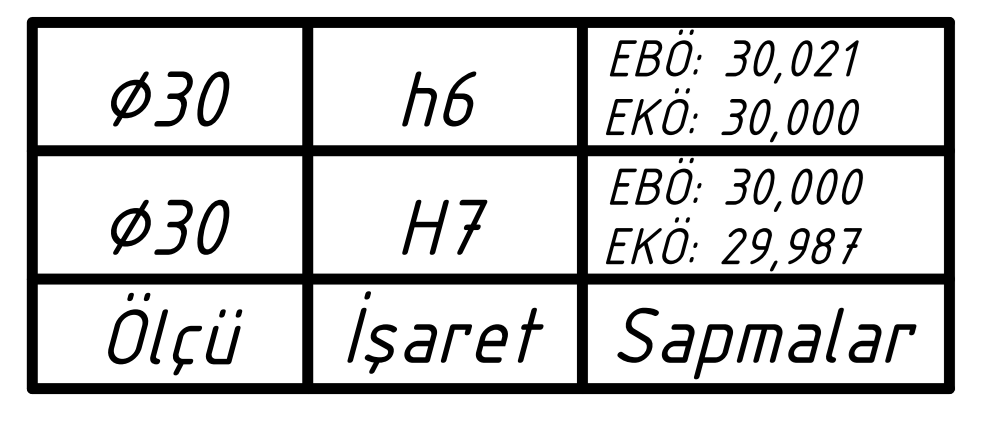
| H6-H7-H8-H11: | Tablodaki bu sütunlar bu deliklerin tolerans değerlerini alt ve üst sapma olarak gösterir. Bu sayılar mikron cinsinden yazılmıştır. 1 mikron = 0.01 milimetre Görüldüğü gibi tolerans değerleri anma ölçülerine göre değişmektedir. Tolerans değerlerinin alt sapmaları 0 yazılmıştır. Demekki delikler anma ölçüsünden dar olmayacaktır. |
| n5-m5-k5...a11: | Tablodaki bu sütunlar bu millerin tolerans değerlerini alt ve üst sapma olarak gösterir. Bu sayılar mikron cinsinden yazılmıştır. 1 mikron = 0.01 milimetre Görüldüğü gibi tolerans değerleri anma ölçülerine göre değişmektedir. Tolerans değerlerinin alt ve üst sapmaları vardır. |
| Örnek: | 2 mm çap ölçülü bir delik ve mil arasında H6/n5 alıştırması kabul edilmiştir. Buna göre tabloda bakacağımız alan aşağıdaki gibidir.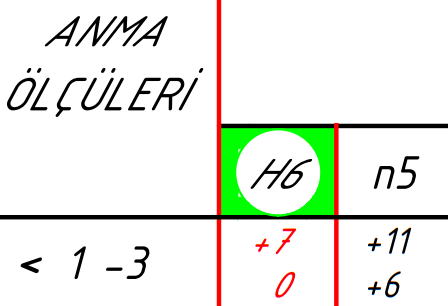 delik : 2 mm anma , üst sapması 2 + 0.07 , alt sapması 2 + 0 mil : 2 mm anma , üst sapması 2 + 0.011 , alt sapması 2 + 0.06 |
Normal Mil Sistemi Tablo
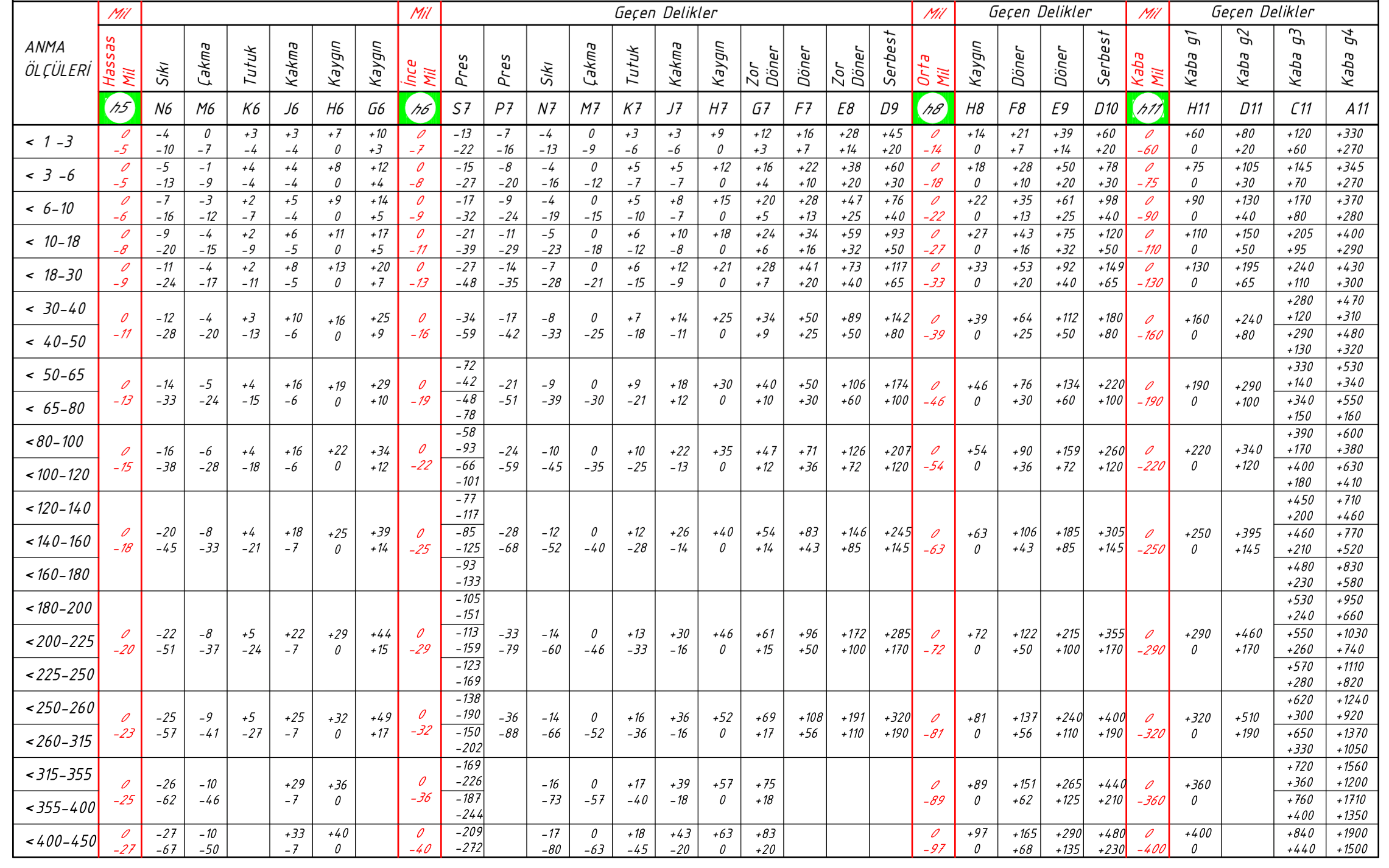
Normal Mil Sistemi'nde mil ölçüsü sabit kabul edilerek istenilen boşluklu geçmeler için delik çapları küçültülür.
Tabloyu inceleyelim:
| Anma Ölçüleri: | Tablodaki bu sütun delik ve millerin çap anma ölçüleridir. mm (milimetre) cinsinden yazılmıştır. |
| h6-h7-h8-h11: | Tablodaki bu sütunlar bu millerin tolerans değerlerini alt ve üst sapma olarak gösterir. Bu sayılar mikron cinsinden yazılmıştır. 1 mikron = 0.01 milimetre Görüldüğü gibi tolerans değerleri anma ölçülerine göre değişmektedir. Tolerans değerlerinin üst sapmaları 0 yazılmıştır. Demekki miller anma ölçüsünden geniş olmayacaktır. |
| N6-M6-K6...A11: | Tablodaki bu sütunlar bu deliklerin tolerans değerlerini alt ve üst sapma olarak gösterir. Bu sayılar mikron cinsinden yazılmıştır. 1 mikron = 0.01 milimetre Görüldüğü gibi tolerans değerleri anma ölçülerine göre değişmektedir. Tolerans değerlerinin alt ve üst sapmaları vardır. |
Sapmaların Gösterilmesi
Toleransı belirtilmemiş boyutlarda tolerans değerleri antete yakın bi yerde aşağıdaki ifadeler gibi açıklanır:
* Genel tolerans ± ...........
* Verilmeyen ölçülerde tolerans ± ..............
Diğer toleranslar TS 1980'e göre aşağıdaki "Serbest Toleranslar" tablosundan alınır.

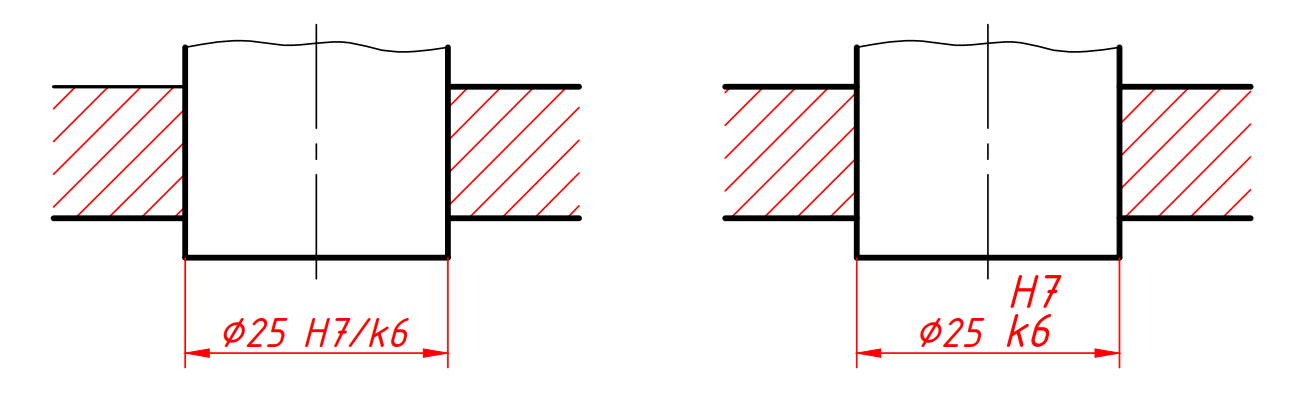
Tolerans Sembollerinin Gösterilmesi
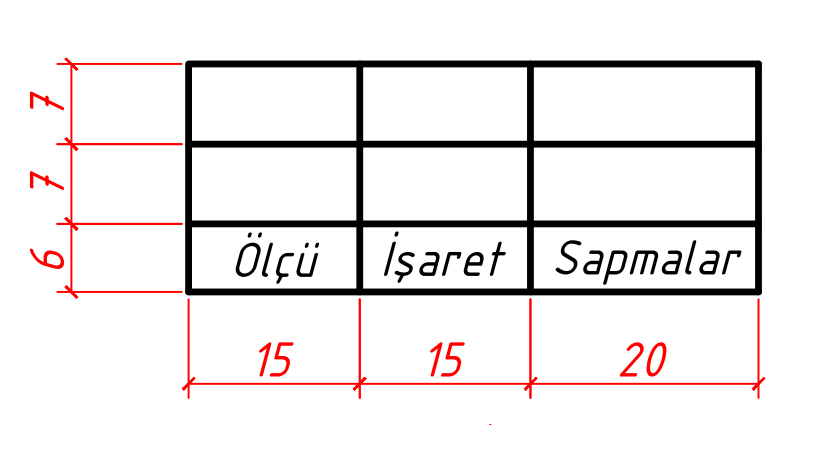
Tolerans Antedi
Örnek